Recently I had the opportunity to visit S&H Chrome Plating and Powder Coating, located just north of Nashville, TN. I was there to pick up a large number of pieces for my 1963 Jaguar E-Type FHC restoration. S&H has been in business since the 1970’s. It is currently owned and operated by brothers Jake and Matt Robinson. While I was there, I got a tour and had a chance to chat with co-owner Jake. Jake told me that he and his brother have been working around the shop since a young age. It has developed over the years into a diverse operation with over 2 dozen employees and a lot of specialty equipment, as required to perform electroplating operations.

First, let’s talk about what chrome plating involves. I have done enough “plating in a bucket” to understand the basics of electroplating. As stated in Wikipedia- “Electroplating, also known as electrochemical deposition or electrodeposition, is a process for producing a metal coating on a solid substrate through the reduction of cations of that metal by means of a direct electric current. The part to be coated acts as the cathode (negative electrode) of an electrolytic cell; the electrolyte is a solution of a salt of the metal to be coated; and the anode (positive electrode) is usually either a block of that metal, or of some inert conductive material. The current is provided by an external power supply.”
Whew! That may be too technical for some of us but generally speaking, electroplating uses electricity and chemicals to deposit a protective metal coating on an object. The object is typically a metal but can also be a plastic or even baby shoes! (No joke- Google it) In the automotive world, we tend to think of chrome plating, which not only keeps metal bumpers and such from rusting but it also makes them look good. As far as I can tell, there is not a lot of chrome plating on newer cars but if you are restoring cars from the mid 20th century you will find a lot of chrome. But other metals can be deposited in a thin layer, including nickel, copper, and even gold.
You may hear the term “triple chrome plating”. What this refers to is that there are 3 layers of metal deposited. The first layer is typically copper. The copper can be plated onto the substrate in a relatively thick layer. This layer can then be ground, sanded, buffed, and polished to a mirror finish. Think of the primer coat on an automotive paint job. The next step is a thinner coat of bright nickel plating. As it comes out of the plating tank, this finish actually looks fantastic. But over time it will oxidize with the air and become dull or tarnished. Think of this step as the basecoat or color coat in an automotive paint job. The final step is the chrome step. Chromium can be deposited in a thin, strong, clear layer. Think of it as the clearcoat on an automotive paint job. These 3 layers provide the beautiful product we just call Chrome.
As you are given a tour of an industrial scale chrome plating shop such as S&H, the vast scale of the infrastructure required is staggering. As you might imagine, there are large plastic tanks big enough to immerse the largest items off a car, boat, or plane. All of these tanks are filled with water/chemical solutions. Some have to be heated. Most have pumps circulating and filtering the fluids. And the actual electroplating tanks have arrangements to apply various levels of direct electrical current to the parts. As noted above, the positive current is applied to a block of the coating metal, immersed in the fluid. The negative connection is made to the item to be plated.
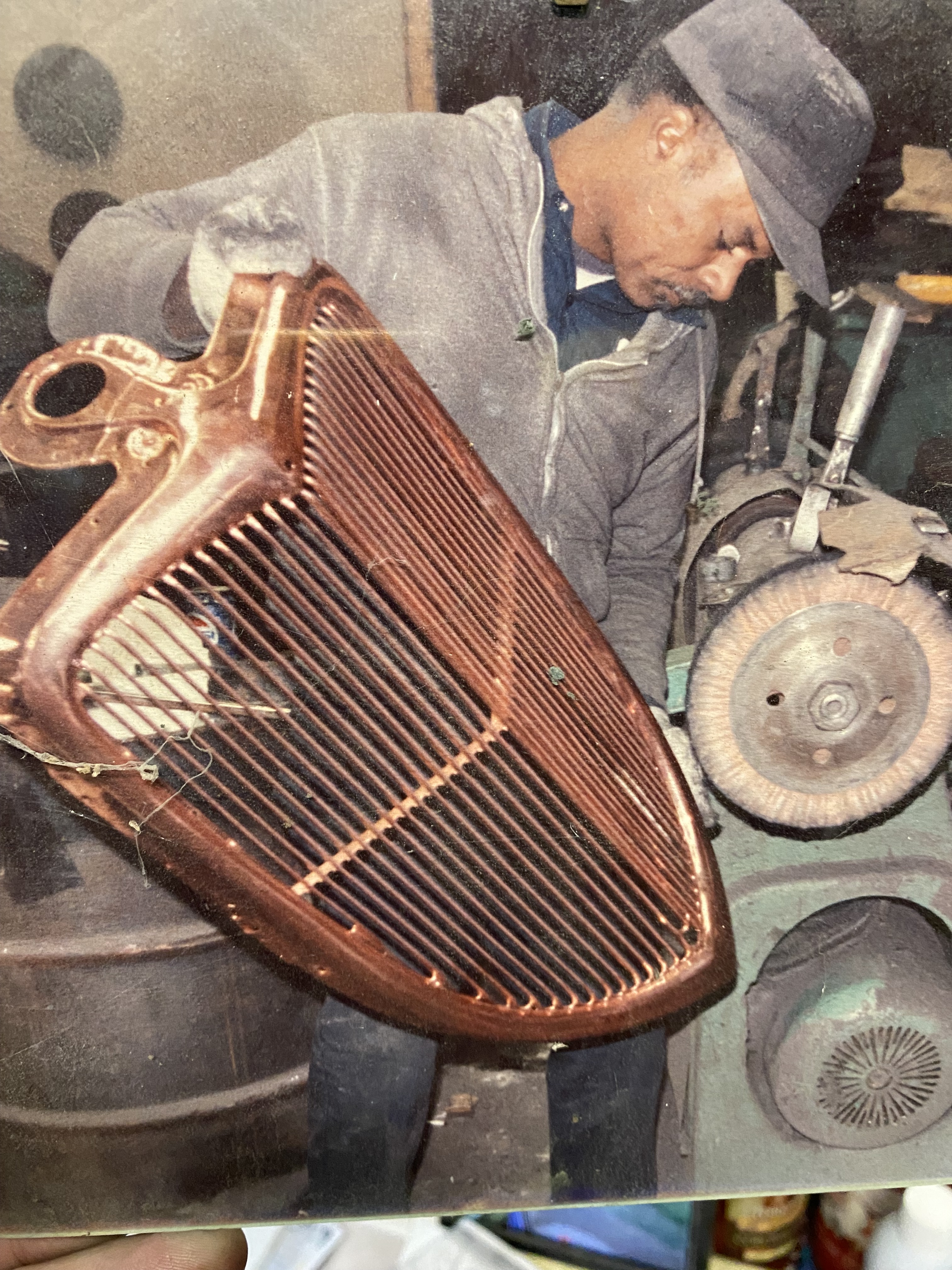
There’s a lot of chemistry and physics going on here. Master Plater Jake has all the necessary knowledge stored in his head to make decisions and adjustments as required. Two examples. How do you place the anodes around the object to be plated to get the best coverage? On a flat plate, not a complicated decision. On the radiator shell for a brass era car, this can be a real puzzle piece. Also, the amount of amperage required is a function of the surface area to be plated. Does the plater stop and do precise calculations? I doubt it. Jake would probably win a prize at the State Fair every time if there was a carnival sideshow about guessing square footages! There are a number of steps and decisions that have to happen to obtain a perfectly plated item.
In addition to the plating requirements for a specific item, I discussed with Jake issues of being in compliance with environmental rules and regulations. He told me that all water discharged from his facility must meet strict requirements established by his local wastewater treatment authorities. Roughly speaking, they move water that needs to be “retired” into a settling tank. Water at the top of the tank is generally suitable for discharge. The sludge that settles in the bottom of the tank has to be recovered and disposed of by a specialty contractor.
But back to the glamorous stuff. I am sure Jake could talk for hours about the various items he has been involved with. He did mention doing chrome work for Ridler Award cars (Google it- it’s a big deal!). But I gather that most of their work just involves folks like me, restoring some old car back to better than new.
After I left, I was forced to recognize that this work is dirty, time consuming, labor intensive, physical plant intensive, and mildly dangerous. There are probably a lot fewer chrome plating outfits in the US than there were 25 years ago. We need to support those that are left, like S&H, with our business and appreciation.
Finally, Jake asked me to recognize Harold Easley. Jake said “Harold Easley started working for my dad in the 80’s. He taught me everything about polishing, fixing dents, and repairing die cast. We would not be where we are without him.”








Discussion
Comments are closed.